Kontrol PLC pada Mesin Pembuat Blok: Bagaimana Otomatisasi Meningkatkan Konsistensi
Jul 15, 2026
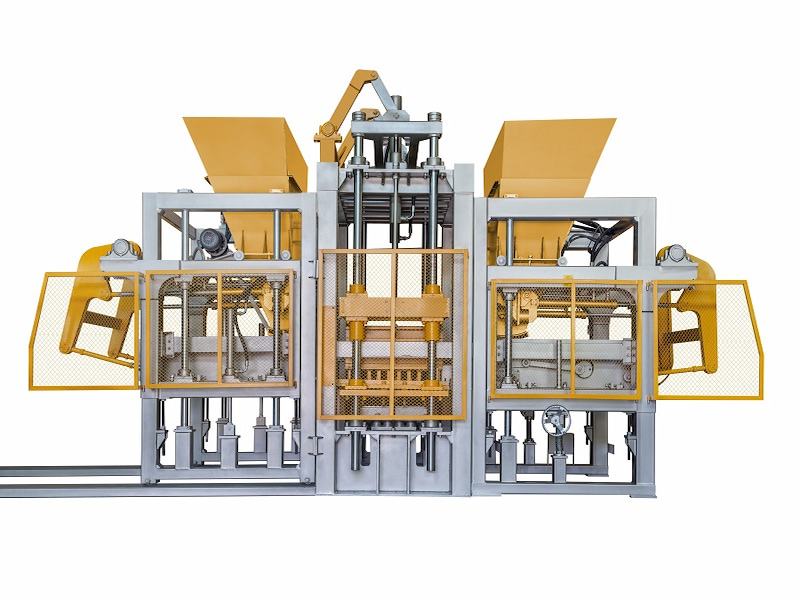
Jawaban SingkatSistem kontrol PLC (Programmable Logic Controller) merevolusi pembuatan blok dengan menggantikan operasi manual dengan urutan otomatis yang presisi, yang secara dramatis meningkatkan konsistensi produk. Penelitian menunjukkan bahwa otomatisasi berbasis PLC dapat mengurangi waktu siklus sebesar 15,4% dan meningkatkan produksi hingga 300 buah per jam dibandingkan dengan mesin yang dioperasikan secara manual. Dengan menstandarisasi rasio campuran, parameter getaran, dan tekanan pengepresan, sistem PLC menghilangkan kesalahan manusia, memastikan kepadatan yang seragam, akurasi dimensi, dan kekuatan tekan di setiap batch. Sistem PLC modern dengan antarmuka layar sentuh juga memungkinkan pemantauan waktu nyata, diagnosis kesalahan, dan penyimpanan resep untuk berbagai jenis blok, menjadikannya penting bagi pabrik blok yang mencari konsistensi kualitas dan efisiensi operasional. --------------占位--------------- 1. Analisis Niat Pencarian PenggunaSiapa yang Mencari dan Mengapa?HadirinTujuan UtamaKekhawatiran UtamaManajer ProduksiOperasional/Pengambilan KeputusanBagaimana otomatisasi mengurangi cacat dan meningkatkan konsistensi hasil produksiInsinyurTeknis/InformasionalPemrograman PLC, integrasi sistem, logika kontrolPemilik PabrikKomersial/ROIAnalisis biaya-manfaat, periode pengembalian modal, penghematan tenaga kerjaStaf Pengendalian MutuInformasi/ProsedurBagaimana PLC memastikan keseragaman antar batch produksi Kategori Tujuan Pencarian Informasional: Memahami fungsi PLC, manfaat otomatisasi, dan implementasi Komersial: Mengevaluasi investasi otomatisasi, membandingkan PLC dengan sistem manual Teknis: Mempelajari tentang logika kontrol, sensor, dan integrasi sistem Pemecahan Masalah: Mengatasi inkonsistensi kualitas, kesalahan manusia, dan masalah produktivitas. 2. Pertanyaan Utama PenggunaPertanyaan tentang Kualitas & Konsistensi"Bagaimana kontrol PLC meningkatkan kualitas blok?" — Menstandarisasi rasio campuran, tekanan, dan getaran untuk mengurangi kesalahan manusia. "Bisakah sistem PLC mengurangi tingkat cacat?" — Ya, sistem interlock berbasis PLC telah terbukti mengurangi tingkat kegagalan produk hingga 13%. "Bagaimana otomatisasi memengaruhi kepadatan dan kekuatan blok?" — Pemadatan yang seragam menghasilkan kekuatan tekan yang lebih tinggi dan hasil akhir permukaan yang lebih baik.Pertanyaan Teknis"Sistem PLC pada mesin cetak blok terdiri dari apa saja?" — Pengontrol PLC, sensor, aktuator hidrolik, layar sentuh HMI, dan perangkat lunak pemrograman. "Bagaimana PLC diprogram untuk mesin cetak blok?" — Menggunakan logika tangga (ladder logic), teks terstruktur, atau blok fungsi yang sesuai dengan standar IEC 61131-3. "Bisakah PLC menangani berbagai jenis blok?" — Ya, penyimpanan resep memungkinkan peralihan satu sentuhan antara blok berongga, batu bata padat, paving block, dan batu tepi jalan.Pertanyaan Operasional"Seberapa besar otomatisasi PLC dapat meningkatkan produksi?" — Studi menunjukkan pengurangan waktu siklus sebesar 15,4% dan peningkatan produksi sebesar 300 pcs/jam. "Perawatan apa yang dibutuhkan untuk sistem PLC?" — Pemeriksaan rutin pada sambungan listrik, kalibrasi sensor, dan pembaruan perangkat lunak. "Apakah pelatihan operator sulit?" — Sistem modern memiliki antarmuka HMI yang ramah pengguna dan hanya membutuhkan keahlian teknis minimal. 3. Cara Kerja Kontrol PLC dalam Pembuatan BlokArsitektur Otomasi Sistem kontrol berbasis PLC dalam sebuah mesin pembuat blok Mengintegrasikan berbagai subsistem melalui unit pemrosesan pusat: Pengontrol PLC berfungsi sebagai otak sistem, menjalankan logika terprogram yang mengkoordinasikan semua langkah produksi. Sesuai dengan standar IEC 61131-3, PLC modern memungkinkan para insinyur untuk membuat blok fungsi yang dapat digunakan kembali yang meningkatkan efisiensi dan keandalan pemrograman. Sensor dan Input memantau parameter penting: level material, tekanan hidrolik, suhu, frekuensi getaran, dan posisi cetakan. Umpan balik waktu nyata memungkinkan penyesuaian dinamis selama setiap siklus produksi. Aktuator dan Output menerjemahkan sinyal kontrol menjadi tindakan mekanis: pergerakan mesin pres hidrolik, aktivasi getaran, pengumpanan material, dan pengeluaran blok. Komponen presisi tinggi seperti katup proporsional memastikan kontrol yang akurat. Antarmuka Manusia-Mesin menyediakan panel layar sentuh bagi operator untuk pemantauan, penyesuaian parameter, pemilihan resep, dan diagnosis kesalahan. Hal ini mengurangi ketergantungan pada pengalaman operator dan memastikan pengulangan. Siklus Produksi di Bawah Kendali PLC Dari bahan baku hingga blok jadi, PLC mengelola setiap langkah dengan presisi: Pencampuran: PLC mengontrol sistem penimbangan untuk memastikan proporsi material yang akurat Pencampuran: Pengaturan waktu dan intensitas pencampuran diatur untuk beton yang konsisten Pencetakan: PLC mengoordinasikan frekuensi getaran, amplitudo, dan tekanan pengepresan Pengeluaran: Urutan pelepasan cetakan disinkronkan untuk pengeluaran tanpa kerusakan Penumpukan: Paletisasi dan penumpukan otomatis dikontrol oleh PLC. 4. Bagaimana Kontrol PLC Meningkatkan KonsistensiPenghapusan Kesalahan Manusia Mesin manual bergantung pada penilaian operator untuk rasio campuran, durasi getaran, dan penerapan tekanan—variabel yang secara alami berfluktuasi. Sistem PLC menghilangkan variabilitas ini dengan menjalankan urutan yang tepat yang sama setiap siklus. Penelitian menegaskan bahwa mesin paving block konvensional "rentan terhadap kesalahan manusia dan kurang konsisten". Otomatisasi PLC secara langsung mengatasi hal ini dengan menstandarisasi seluruh proses produksi. Parameter Standar Kontrol PLC memastikan bahwa setiap blok mengalami hal yang identik: Proporsi campuran: Akurasi ±1% dalam dosis material Intensitas getaran: Frekuensi dan amplitudo seragam per siklus Gaya tekan: Penerapan tekanan hidrolik yang konsisten Pengaturan waktu siklus: Urutan pengisian, pemadatan, dan pengeluaran yang berulang Standarisasi ini menghasilkan kepadatan, akurasi dimensi, dan kekuatan tekan yang seragam di seluruh produksi. Pemantauan Kualitas Waktu Nyata Sistem kontrol cerdas modern menggabungkan loop umpan balik yang menyesuaikan parameter secara dinamis berdasarkan data waktu nyata. Ketika terjadi penyimpangan dalam waktu siklus atau konsumsi energi, sistem dapat mendeteksi dan memperbaikinya secara instan, seringkali sebelum operator menyadari masalah tersebut. Kemampuan prediktif ini memungkinkan: Deteksi langsung penyimpangan kualitas, koreksi parameter otomatis, pencegahan batch yang cacat, dan pengurangan limbah material. 5. Manfaat Terukur dari Otomatisasi PLCPenelitian Peningkatan Produktivitas pada mesin paving block yang dimodifikasi PLC menunjukkan hasil nyata: waktu siklus berkurang sebesar 15,4%, yang menyebabkan peningkatan produksi sebanyak 300 buah per jam dibandingkan dengan operasi manual. Peningkatan Kualitas Sistem kontrol berbasis PLC telah menunjukkan pengurangan cacat sebesar 13% melalui pemrograman interlock yang presisi. Mesin yang sepenuhnya otomatis dan dikontrol PLC mempertahankan tingkat cacat di bawah 1%, dibandingkan dengan 2-3% untuk operasi manual. Efisiensi Operasional Pengurangan tenaga kerja: Sistem yang sepenuhnya otomatis hanya membutuhkan 3-5 pekerja dibandingkan dengan 8-12 untuk jalur manual. Penghematan energi: Siklus yang dioptimalkan mengurangi konsumsi daya. Pengurangan limbah: Pengelompokan yang presisi meminimalkan pemborosan material. Konsistensi: Kualitas seragam di semua kelompok produksi. 6. Pertimbangan Implementasi Investasi Awal Mesin blok yang dikendalikan PLC membutuhkan investasi awal yang lebih tinggi dibandingkan dengan sistem konvensional. Namun, ROI (Return on Investment) dicapai melalui pengurangan biaya tenaga kerja, tingkat cacat yang lebih rendah, dan kapasitas produksi yang lebih tinggi. Studi menunjukkan bahwa lini otomatis sepenuhnya sering kali mengembalikan investasi dalam 6-10 bulan. Persyaratan Pelatihan Sistem PLC modern memiliki antarmuka HMI yang ramah pengguna, memungkinkan operator untuk mengelola proses kompleks dengan keahlian teknis minimal. Namun, staf pemeliharaan membutuhkan pelatihan teknis untuk pemrograman dan pemecahan masalah PLC. Kompatibilitas Cetakan Bahkan sistem PLC tercanggih pun membutuhkan cetakan berkualitas tinggi untuk mencapai konsistensi. Cetakan harus diberi perlakuan panas untuk ketahanan aus dan dirancang untuk pemasangan yang akurat, pelepasan cetakan yang lancar, dan geometri blok yang konsisten. 7. Tren Masa Depan: Kontrol Cerdas dalam Manufaktur Blok Evolusi kontrol PLC bergerak menuju sistem manufaktur cerdas yang terintegrasi sepenuhnya: Pemeliharaan Prediktif: Sistem yang mengidentifikasi ketidakefisienan dan menerapkan tindakan korektif secara proaktif. Pemantauan Jarak Jauh: Akses berbasis cloud ke data produksi. Integrasi IIoT: Menghubungkan mesin ke sistem perusahaan untuk optimasi waktu nyata. Optimasi Mandiri: Sistem yang menyesuaikan parameter secara otomatis berdasarkan perilaku material. Seperti yang dicatat oleh seorang ahli industri, kontrol cerdas "mengubah mesin menjadi sistem responsif, lini produksi menjadi jaringan cerdas, dan manufaktur itu sendiri menjadi disiplin ilmu yang terus berkembang". 8. Pertanyaan yang Sering Diajukan (FAQ) 1. Apa itu PLC pada mesin pembuat blok? Pengontrol Logika Terprogram (PLC) adalah komputer industri yang mengotomatiskan proses produksi blok. PLC mengontrol pencampuran, pembentukan, dan penumpukan melalui logika terprogram, menggantikan pengoperasian manual dan kontrol berbasis relai. 2. Bagaimana kontrol PLC meningkatkan kualitas blok? Sistem PLC menstandarisasi rasio pencampuran, parameter getaran, dan tekanan pengepresan, sehingga menghilangkan kesalahan manusia. Penelitian menunjukkan bahwa otomatisasi PLC dapat mengurangi tingkat cacat hingga 13% dan memastikan kepadatan dan kekuatan yang seragam di semua batch. 3. Peningkatan produksi apa yang dapat saya harapkan dengan otomatisasi PLC? Studi menunjukkan pengurangan waktu siklus sebesar 15,4% dan peningkatan produksi sebesar 300 buah per jam dibandingkan dengan operasi manual. Lini PLC otomatis sepenuhnya dapat mencapai lebih dari 10.000 blok per shift hanya dengan 3-5 pekerja. 4. Apakah kontrol PLC cocok untuk pabrik skala kecil? Ya. Sistem PLC yang dapat diskalakan dapat diimplementasikan di berbagai lingkungan produksi, menawarkan peningkatan efisiensi tanpa memandang ukuran pabrik. Konfigurasi semi-otomatis dengan kontrol PLC dasar tersedia untuk operasi volume rendah. 5. Seberapa sulitkah mengoperasikan mesin blok yang dikendalikan PLC? Sistem modern memiliki antarmuka layar sentuh yang ramah pengguna yang memungkinkan operator untuk memantau dan menyesuaikan produksi dengan keahlian teknis minimal. Namun, staf pemeliharaan memerlukan pelatihan teknis untuk diagnostik dan pemrograman sistem. 6. Dapatkah sistem PLC menangani berbagai jenis blok? Ya. PLC menyimpan resep untuk berbagai jenis blok—blok berongga, batu bata padat, paving block, dan batu tepi jalan—memungkinkan peralihan antar produk hanya dengan satu sentuhan. 7. Perawatan apa saja yang diperlukan untuk sistem kontrol PLC? Pemeriksaan rutin pada sambungan listrik, kalibrasi sensor, dan pembaruan perangkat lunak sangat penting. Komponen yang aus harus diganti sesuai dengan hasil pemeriksaan dan jam kerja. Jika Anda ingin mendapatkan informasi lebih lanjut tentang produk kami, Anda dapat mengunjungi www.yxbrickequipment.com
BACA SELENGKAPNYA